.png)

Single point cutting tool
- Abhi Shejul
- Mar 25, 2022
- 4 min read
Updated: Mar 26, 2022
Which is the sharpest tool in the drawer?
Table of content

In our earlier blogs we have taken a look at different machining processes. Of these machining process, Lathe machine is the most versatile tooling machine. Every lathe machine is equipped with a cutting tool. The tools can be different based on the application, but one of the most common cutting tools is the single point cutting tool.
Today, we will take a look at the geometry and different characteristic features of a single point cutting tool.
This tool consists of a cut-out part called the point and a shank, which helps perform several operations (such as turning, facing, creating flat surfaces) on lathe, shaper, and planer machines.
Normally, lathes perform several operations (such as turning and facing) with the single-point cutting tool. This tool can be designed and fabricated very easily at a very cheap rate.
Single Point Cutting Tool Definition:
A single point cutting tool is where only one cutting point is in contact with the workpiece.

Elements in a single point cutting tool
Shank:
This is the main body of the tool. The holder holds the shank in place. This is the back portion of the tool which is held by the tool post.
Flank:
The flanks are the surfaces that lie vertically close to the cutting edge. There are two types of flanks: the side flank (major flank) and the end flank (minor flank).
Face:
A tool's face is its top surface, which is where chips slide after cutting. The faces are the horizontal surfaces just above the cutting edge.
Heel:
The flan and base meet in the tool's curved bottom. It is the intersection of the flan and base.
Nose:
One of the main advantages of single-point cutting tools is that their nose is also called their cutting point. It is the intersection of their major cutting edge and minor cutting edge.
Nose Radius:
By giving a curve to the nose it will impart strength to the single-point cutting tool. Nose radius plays an important role in the surface finish of the final product.
Cutting Edge:
It is the edge on the face of the tool which removes the material from the workpiece.
Cutting angles and clearance in cutting tool:
The efficiency of a cutting tool depends on the various cutting edge and the degree of their angle.
Side Cutting Edge angle:
The angle formed between the side cutting edge and the line extending the shank is known as the side cutting edge angle. In a plane parallel to the base, the angle is measured.
The uncut chip thickness is represented by the feed, while the chip width is represented by the depth of the cut. The length of the cutting edge covered by the chip is its width, and it can be seen in the analysis that as the side cutting edge angle increases, the chip becomes wider.
Uncut chip thickness is fed in the perpendicular direction by the side cutting edge, and chips get thinner as the angle of the side cutting edge increases.
Because wider chips have more friction, the cutting force requirement for the side cutting edge angle is slightly higher.
End Cutting Edge Angle:
Angle of the Cutting Edge at the End Is the angle measured in a plane parallel to the base between the end cutting edge and the line passing through the tip perpendicular to the tool axis.
Larger forces normal to the machine surfaces are produced at smaller angles, and the tool may clatter. To reduce tool marks caused by feed marks, the side cutting edge angle is set to zero for a distance slightly greater than the feed.
This angle's normal value is between 8 and 15 degrees.
Back rake angle:
The angle between a line parallel to the tool axis going between the tip and the rake face is known as the back rake angle, and it is measured in a plane perpendicular to the tool axis.
Side Rake angle:
The angle between the rake face and the line passing through the tip perpendicular axis is measured in a plane perpendicular to the base, and the angle is measured in a plane perpendicular to the base. This angle usually ranges from 5 to 15 degrees.
Side Relief Angle:
The angle formed by the side flank and a line passing through the tip perpendicular to the base in a plane perpendicular to the tool axis is known as the side relief angle. This angle ranges from 5 to 15 degrees.
Due to the elastic recovery of the workpiece material, the workpiece material that will be withdrawn in the next rotation will strive to hit the side flank. A side relief angle is given to avoid friction.
End Relief Angle (Clearance angle):
The angle formed by the end fink and a line running through the tip perpendicular to the base is known as the end relief angle, and it is measured in-plane parallel to the tool axis. The finished product will have some elastic recovery, and as a result, it will want to rub the end flank.
Relief is supplied on the side and end flanks to reduce physical interference or rubbing contact with the workpiece's machine surface. The cutting edge is not as weakened by smaller relief angles as it is by larger relief angles.

Cutting tool material:
Cerements, Diamonds, Cemented carbide, High carbon steel, High-speed steel, Ceramics, and CBN are some of the materials that can be used to make this cutting tool (Cubic boron nitrite).
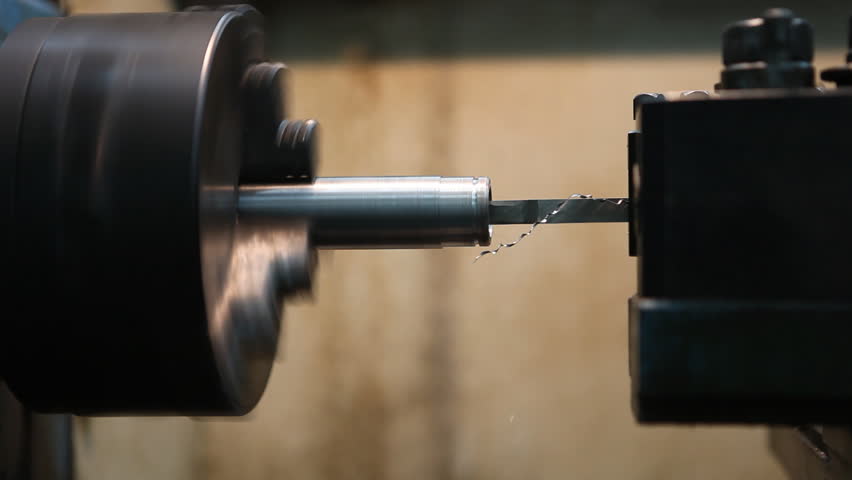
Short Video:
This is all about the single point cutting tool for today. Be sure to follow Mech n Flow for more of such content ahead!



Comments